ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 11371-78
(СТ СЭВ 280-89, СТ СЭВ 281-87)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШАЙБЫ Технические условия Vashers . Specifications |
ГОСТ
( СТ
СЭВ
280-89,
Взамен
|
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1674 срок введения установлен
с 01.01.79
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5375 срок действия продлен
до 01.01.89
(Измененная редакция, Изм. № 2, 3).
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-76, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1, 2).
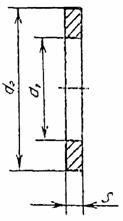
1.1. Шайбы должны изготовляться:
(Измененная редакция, Изм. № 3).
Исполнение 1
Исполнение 2
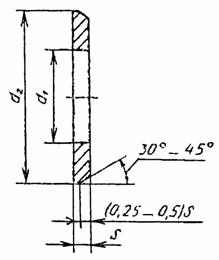
d ³ × 5 мм
(Измененная редакция, Изм. № 2, 3).
мм
|
Диаметр резьбы крепежной детали |
d 1 |
d 2 |
s |
|
|
Класс точности |
||||
|
1 |
2 |
|||
|
1,0 |
1,2 |
1,1 |
3,5 |
0,3 |
|
1,2 |
1,4 |
1,3 |
4,0 |
|
|
1,4 |
1,6 |
1,5 |
||
|
1,6 |
1,8 |
1,7 |
||
|
2,0 |
2,4 |
2,2 |
5,0 |
|
|
2,5 |
2,9 |
2,7 |
6,5 |
0,5 |
|
3,0 |
3,4 |
3,2 |
7,0 |
|
|
3,5 |
- |
3,7 |
8,0 |
|
|
4,0 |
4,5 |
4,3 |
9,0 |
0,8 |
|
5,0 |
5,5 |
5,3 |
10,0 |
1,0 |
|
6,0 |
6,6 |
6,4 |
12,0 |
1,6 |
|
8,0 |
9,0 |
8,4 |
16,0 |
|
|
10,0 |
11,0 |
10,5 |
20,0 |
2,0 |
|
12,0 |
13,5 |
13,0 |
24,0 |
2,5 |
|
14,0 |
15,5 |
15,0 |
28,0 |
|
|
16,0 |
17,5 |
17,0 |
30,0 |
3,0 |
|
18,0 |
20,0 |
19,0 |
34,0 |
|
|
20,0 |
22,0 |
21,0 |
37,0 |
|
|
22,0 |
24,0 |
23,0 |
39,0 |
|
|
24,0 |
26,0 |
25,0 |
44,0 |
4,0 |
|
27,0 |
30,0 |
28,0 |
50,0 |
|
|
30,0 |
33,0 |
31,0 |
56,0 |
|
|
33,0 |
- |
34,0 |
60,0 |
5,0 |
|
36,0 |
39,0 |
37,0 |
66,0 |
|
|
39,0 |
- |
40,0 |
72,0 |
6,0 |
|
42,0 |
45,0 |
43,0 |
78,0 |
7,0 |
|
48,0 |
52,0 |
50,0 |
92,0 |
8,0 |
(Измененная редакции, Изм. № 2, 3).
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба 12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78.
1.1, 1.2. (Измененная редакции, Изм. № 1, 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1).
1.4. По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Измененная редакции, Изм. № 3).
2.1. Технические требования - по ГОСТ 18123-82.
(Измененная редакция, Изм. № 1).
2.2, 2.3. (Исключены, Изм. № 1).
2.4. Твердость стальных шайб класса точности А должна составлять не менее 140 HV , класса точности С - не менее 100 Н V .
(Измененная редакции, Изм. № 2, 3).
2.5. Временная противокоррозионная защита, упаковка и маркировка тары - по ГОСТ 18160-72.
(Измененная редакция, Изм. № 2).
3.1. Правила приемки шайб - по ГОСТ 17769-83.
(Измененная редакция, Изм. № 1).
4.1. Методы контроля шайб - по ГОСТ 18123-82.
(Разд. 5 исключен, Изм. № 2).
|
Диаметр резьбы крепежной детали, мм |
Теоретическая масса 1000 шт., кг, для исполнений |
||
|
1 |
2 |
||
|
Класс точности |
|||
|
С |
А |
||
|
1,0 |
0,020 |
0,020 |
- |
|
1,2 |
0,026 |
0,026 |
- |
|
1,4 |
0,025 |
0,025 |
- |
|
1,6 |
0,024 |
0,024 |
- |
|
2,0 |
0,036 |
0,037 |
- |
|
2,5 |
0,085 |
0,088 |
- |
|
3,0 |
0,115 |
0,119 |
- |
|
3,5 |
- |
0,155 |
- |
|
4,0 |
0,299 |
0,308 |
- |
|
5,0 |
0,430 |
0,443 |
0,413 |
|
6,0 |
0,990 |
1,016 |
0,925 |
|
8,0 |
1,725 |
1,828 |
1,706 |
|
10,0 |
3,438 |
3,571 |
3,333 |
|
12,0 |
6,066 |
6,270 |
5,824 |
|
14,0 |
8,377 |
8,612 |
8,089 |
|
16,0 |
10,976 |
11,295 |
10,491 |
|
18,0 |
13,976 |
14,697 |
13,782 |
|
20,0 |
16,361 |
17,156 |
16,157 |
|
22,0 |
17,470 |
18,339 |
17,285 |
|
24,0 |
31,058 |
32,315 |
30,211 |
|
27,0 |
39,438 |
42,298 |
39,898 |
|
30,0 |
50,456 |
53,612 |
50,917 |
|
33,0 |
- |
75,303 |
70,809 |
|
36,0 |
87,350 |
92,033 |
87,078 |
|
39,0 |
- |
132,513 |
124,748 |
|
42,0 |
175,088 |
182,680 |
171,256 |
|
48,0 |
283,956 |
294,013 |
270,397 |
Примечание . Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,35 -для алюминиевого сплава;
0,97 - для бронзы;
1,08 - для латуни;
1,13 - для меди.
(Измененная редакция, Изм. № 2, 3).
ГОСТ 6958-78 : ШАЙБЫ УВЕЛИЧЕННЫЕ. КЛАССЫ ТОЧНОСТИ А И С
Пример условного обозначения увеличенной шайбы класса точности А для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 0,8 кп, с цинковым покрытием толщиной 6 мкм хроматированным:
|
Диаметр резьбы крепежной детали
|
d
1
|
d
1
|
s
|
|
|
Класс точности
|
||||
|
А
|
С
|
|||
|
1,0
1,2
1,6
2,0
2,5
3,0
3,5
4,0
5,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
24,0
27,0
30,0
36,0
42,0
48,0
|
1,1
1,3
1,7
2,2
2,7
3,2
3,7
4,3
5,3
6,4
8,4
10,5
13,0
15,0
17,0
19,0
21,0
23,0
25,0
28,0
31,0
37,0
-
-
|
1,2
1,4
1,8
2,4
2,9
3,4
3,9
4,5
5,5
6,6
9,0
11,0
13,5
15,5
17,5
20,0
22,0
24,0
26,0
30,0
33,0
39,0
45,0
52,0
|
4,0
4,0
5,0
6,0
8,0
9,0
11,0
12,0
15,0
18,0
24,0
30,0
37,0
44,0
50,0
56,0
60,0
66,0
72,0
85,0
92,0
110,0
125,0
145,0
|
0,3
0,3
0,3
0.5
0,5
0,8
0,8
1.0
1.2
1,6
2,0
2.5
3,0
3,0
3.0
4,0
4,0
5,0
5,0
6.0
6,0
8,0
10,0
10,0
|
|
Диаметр резьбы крепежной
детали, мм
|
Теоретическая масса 1000 шт. шайб, кг, класса точности
|
Диаметр резьбы крепежной
детали, мм
|
Теоретическая масса 1000 шт. шайб, кг, класса точности
|
||
|
А
|
С
|
А
|
С
|
||
|
1,0
1,2
1,6
2,0
2,5
3,0
3,5
4,0
5,0
6,0
8,0
10,0
|
0,028
0,027
0,045
0,095
0,178
0,350
0,532
0,890
1,452
2,796
6,130
12,170
|
0,027
0,026
0,044
0,092
0,174
0,343
0,525
0,870
1,436
2,770
6,000
12,000
|
12
14
16
18
20
22
24
27
30
36
42
48
|
22,000
32,000
41,000
68,000
78,000
118,000
131,000
238,000
277,000
529,000
-
-
|
21,630
31,560
40,340
67,140
77,000
116,000
139,000
234,000
273,000
522,000
838,400
1129,606
|
ГОСТ 6402-70 : ШАЙБЫ ПРУЖИННЫЕ, ГРОВЕР
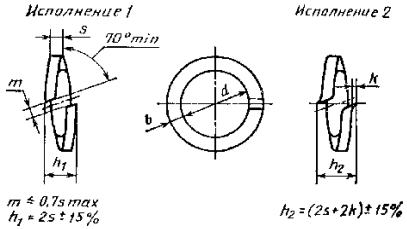
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Пружинные шайбы должны изготовляться четырех типов:
Н - нормальные с квадратным поперечным сечением;
Т - тяжелые с квадратным поперечным сечением;
ОТ - особо тяжелые с квадратным поперечным сечением;
Л - легкие с прямоугольным поперечным сечением.
мм
| Номинальный диаметр резьбы болта, винта, шпильки | d | Типы шайб | k , (для шайб типа Л и Н), не более | ||||||||||
| Легкие шайбы (Л) | Нормальные шайбы (Н) | Тяжелые шайбы (Т) | Особо тяжелые шайбы (ОТ) | ||||||||||
| b | s | b=s | b=s | b=s | |||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| 2 | 2,1 | +0,25 | 0,8 | ±0,08 | 0,5 | ±0,07 | 0,5 | ±0,07 | 0,6 | ±0,07 | - | - | - |
| 2,5 | 2,6 | 0,8 | 0,6 | 0,6 | 0,8 | ±0,08 | |||||||
| 3 | 3,1 | +0,30 | 1,0 | ±0,125 | (0,6) | 0,8 | ±0,08 | 1,0 | ±0,125 | ||||
| 0,8 | ±0,08 | ||||||||||||
| 3,5 | 3,6 | 1,0 | 0,8 | 1,0 | ±0,125 | - | 0,15 | ||||||
| 4 | 4,1 | 1,2 | 0,8 | 1,0 | 1,4 | ||||||||
| (1,4) | (1,0) | ±0,125 | (1,2) | ||||||||||
| 5 | 5,1 | 1,2 | 1,0 | 1,2 | 1,6 | ||||||||
| (1,6) | (1,2) | (1,4) | |||||||||||
| 6 | 6,1 | +0,58 | 1,6 | 1,2 | 1,4 | 2,0 | 0,2 | ||||||
| (2,0) | (1,4) | (1,6) | |||||||||||
| 7 | 7,2 | 2,0 | 1,6 | 2,0 | - | ||||||||
| 8 | 8,2 | 2,0 | 1,6 | 2,0 | 2,5 | 0,3 | |||||||
| (2,5) | |||||||||||||
| 10 | 10,2 | +0,70 | 2,5 | 2,0 | 2,5 | 3,0 | 3,5 | ±0,24 | |||||
| (3,0) | |||||||||||||
| 12 | 12,2 | 3,5 | ±0,15 | 2,5 | 3,0 | 3,5 | ±0,24 | 4,0 | 0,4 | ||||
| 14 | 14,2 | 4,0 | 3,0 | 3,2 | ±0,15 | 4,0 | ±0,24 | 4,5 | ±0,24 | 0,4 | |||
| (3,5) | |||||||||||||
| 16 | 16,3 | 4,5 | 3,2 | ±0,15 | 3,5 | 4,5 | 5,0 | ||||||
| (4,0) | |||||||||||||
| 18 | 18,3 | +0,84 | 5,0 | 3,5 | 4,0 | 5,0 | 5,5 | ||||||
| (4,5) | |||||||||||||
| 20 | 20,5 | 5,5 | (4,0) | 4,5 | 5,5 | 6,0 | |||||||
| (5,0) | |||||||||||||
| 22 | 22,5 | 6,0 | 4,5 | 5,0 | 6,0 | 7,0 | ±0,29 | ||||||
| (5,5) | |||||||||||||
| 24 | 24,5 | 6,5 | ±0,18 | 4,8 | 5,5 | 7,0 | ±0,29 | 8,0 | ±0,29 | 0,5 | |||
| (7,0) | (5,0) | (6,0) | |||||||||||
| 27 | 27,5 | 7,0 | 5,5 | 6,0 | 8,0 | 9,0 | |||||||
| (8,0) | (7,0) | ±0,18 | |||||||||||
| 30 | 30,5 | +1,00 | 8,0 | 6,0 | 6,5 | 9,0 | 10,0 | 0,8 | |||||
| (9,0) | (8,0) | ||||||||||||
| 33 | 33,5 | 10,0 | 6,0 | 7,0 | - | - | |||||||
| 36 | 36,5 | 10,0 | 6,0 | 8,0 | 10,0 | 12,0 | ±0,35 | ||||||
| (9,0) | |||||||||||||
| 39 | 39,5 | 10,0 | 6,0 | 8,5 | - | - | - | ||||||
| 42 | 42,5 | 12,0 | ±0,215 | 7,0 | ±0,18 | 9,0 | 12,0 | ±0,35 | |||||
| (10,0) | |||||||||||||
| 45 | 45,5 | 12,0 | 7,0 | 9,5 | - | - | |||||||
| 48 | 48,5 | 12,0 | 7,0 | 10,0 | |||||||||
| (12,0) | ±0,215 | ||||||||||||
Примечания:
1. Допускается увеличение размера s в пределах 10 % от номинального размера.
2. Шайбы с размерами, заключенными в скобки, допускается применять до 01.01.85 и в их условном обозначении должна указываться буква «у».
Примеры условных обозначений пружинной шайбы исполнения 1 для болта, винта, шпильки диаметром 8 мм:
нормальной из стали марки 3Х13 без покрытия:
Шайба 8 3Х13 ГОСТ 6402-70
легкой из стали марки 65Г с кадмиевым покрытием толщиной 9 мкм хроматированным:
Шайба 8Л 65Г 029 ГОСТ 6402-70
то же, исполнения 2, с размерами, заключенными в скобки:
Шайба 2У 8Л 65Г 029 ГОСТ 6402-70
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пружинные шайбы должны изготавливаться из проволоки по ГОСТ 11850-72 или по другой нормативно-технической документации из стали марок 65Г, 70 и 3Х13.
Допускается изготовление пружинных шайб из бронзы марки БрКМц3-1 по ГОСТ 18175-78 или других цветных сплавов.
2.2. Масса стальных шайб и расчетная упругая сила из стали марки 65Г указаны в приложении.
2.3. Стальные пружинные шайбы должны иметь твердость 41,5-49,5 HRCэ (HRC40-48), бронзовые не менее 90 HRB. Допускается увеличение твердости до 51,5 HRCэ (HRC 50) для шайб, изготовленных из стали 70.
2.4. На поверхности шайб не должно быть окалин, заусенцев, трещин и коррозии. Следы неотделимой окалины браковочным признаком не являются.
В плоскости среза допускаются дефекты, не влияющие на эксплуатационные характеристики шайб и не выводящие ее размеры за предельные отклонения.
2.5. Концы шайб должны иметь плоский срез; скалывание металла, не выводящее размер т из предельных отклонений, не является браковочным признаком.
Кромка, образованная плоскостью среза и опорной поверхностью шайбы, должна быть острой.
2.6. Трапециевидность сечения шайбы в пределах высоты s дефектом не является.
2.7. За фактическую толщину принимается наибольший размер высоты s.
2.8. Шайбы должны изготовляться без покрытия или с покрытиями. Виды покрытий, их условные обозначения и толщины – по нормативно-технической документации. Допускается применять другие виды покрытия - по ГОСТ 9.306-85.
2.8а. Технические требования к покрытиям - по ГОСТ 9.301-86.
2.9. Шайбы с металлическим покрытием, нанесенным способом катодного восстановления, должны подвергаться обезводораживанию.
2.10. Высота развода концов шайб h1 и h2 после трехкратного сжатия их до плоского состояния и выдержки в таком состоянии в течение 24 ч, должна быть не менее 1,65 от фактической толщины шайбы.
2.11. Шайбы не должны ломаться и иметь трещин при изгибе концов на 45°.